热塑性碳纤维复合材料的感应焊接技术尚处于初级阶段
发表时间:2023-12-25 13:53:28 作者:超级管理员 阅读数:2348全球经济下行,国际局势可能迎来较大的变局,加上低端碳纤维需求饱和,这些因素综合起来决定了全球碳纤维市场萎缩,但这并不是最终的呈现结果。中高端碳纤维的性能依然是航空航天、医疗、汽车制造等行业亟需的材料,另外从环保角度来看,热塑性碳纤维复合材料的应用前景较为广阔。热塑性碳纤维可多次重塑,加工过程可智能化操控,未来飞机、航天器等工业零部件会以此为基材。想要将热塑性碳纤维零部件发挥出更好的效果,除了定制化生产外,还应该具备成型后可加工的功能,如焊接等,本文将介绍热塑性碳纤维工业零部件的焊接知识,尤其是感应焊接的相关内容。
热塑性碳纤维复合材料焊接的5种方式介绍
与热固性复合材料不同,热塑性复合材料在成型完成后依旧可以熔融,二次熔融并施压的方法实现热塑性碳纤维零件的连接,这个步骤就可以认为是焊接。目前,热塑性碳纤维复合材料常用的焊接技术有热气、电阻、超声、感应和激光焊接,每种焊接方式都存在一定的优势和劣势,需要根据不同的场景和需求来选择使用。
1、热气焊:
描述:热气焊接使用热气流(通常是氮气)来熔化和熔合接头处的热塑性材料。
工艺:用热气体加热材料表面,并施加压力将它们连接在一起。
优点:温度和压力控制精确,适合各种热塑性复合材料。
注意事项:必须小心防止过度加热和损坏碳纤维。

2、电阻焊:
描述:电阻焊涉及使电流穿过材料,在接头处产生热量。
过程:将两个组件压在一起,电流通过接头,产生局部加热。
优点:过程快速,适合大型结构,可实现自动化。
注意事项:要求材料具有足够的导电性,可能会导致局部过热。
3、超声波焊接:
描述:超声波焊接采用高频振动在接头处产生热量,从而熔化和熔合热塑性材料。
工艺:将超声波振动施加到接合界面,引起局部加热和粘合。
优点:加工速度快,适用于小型和复杂的零件,对周围区域的热影响最小。
注意事项:适当的频率和振幅设置至关重要,并且可能并不适合所有热塑性复合材料。

4、感应焊接:
描述:感应焊接利用电磁感应来加热接头处的热塑性材料。
工艺:感应线圈在材料中感应热量,形成用于焊接的局部熔化区。
优点:热量控制精确,适合大型结构,对周围区域影响最小。
注意事项:需要材料具有足够的导电性,不普遍适用。
5、激光焊接:
描述:激光焊接使用高度聚焦的激光束加热并熔化接头处的材料,在冷却时形成熔合。
工艺:激光束被引导到接合界面,在那里它快速加热热塑性材料。然后将组件压在一起,在凝固时形成焊缝。
优点:激光焊接提供高精度和对热输入的控制,焊接速度相对较快,适合大批量生产,焊接产生的热影响区最小,保留材料特性,污染风险较小。
注意事项:激光焊接时,需要小心保护碳纤维免受过热,以防止损坏。

热塑性碳纤维感应焊接技术成熟,利好航空航天领域
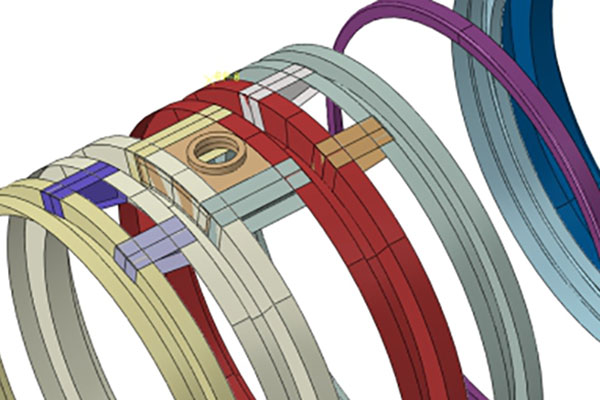
感应焊接技术特别适合于碳纤维增强的热塑性复合材料结构件的焊接。因为碳纤维可导电,能在交变磁场中感应产生涡流而发热,因此焊接碳纤维增强的热塑性复合材料时无需引入额外的感应材料。
随着航空热塑性复合材料制造技术成熟度增加,制造成本降低,其在航空制造技术领域的应用将会显著提高。而航空部件结构复杂,需要将简单部件通过连接技术组装成为一个整体。因此,发展感应焊接在内的航空热塑性复合材料焊接技术成为现阶段先进飞机制造技术研究的迫切需求,也将是未来一项长期的任务。
目前热塑性碳纤维的感应焊机技术存在成熟度不高、尚未进入工程样机和实际产品应用阶段等问题。不过在民用飞机热塑性复合材料的感应焊接方面,国外的应用研究也起步不久,各项关键技术均待突破,各国技术差距并不十分明显。因此我国才更应该加快开展和加强该方面的开发应用工作,缩短与国外在飞机先进材料和制造技术上的差距。只有真正的掌握核心技术,才能利好国内的航空航天产业。

国内针对热塑性CF/PPS复合材料感应焊接的研究进展
有研究团队采用定点焊的方式研究了焊接功率及时间对单搭接剪切强度(LSS)的影响,并探索了不同植入层用于CF/PPS热塑性复合材料感应焊接的可行性。研究发现,焊接功率太大、时间太长会引起样品温度过高,而使树脂基体发生交联、氧化、降解等失效的化学反应,降低焊接接头乃至复合材料内部的力学性能。
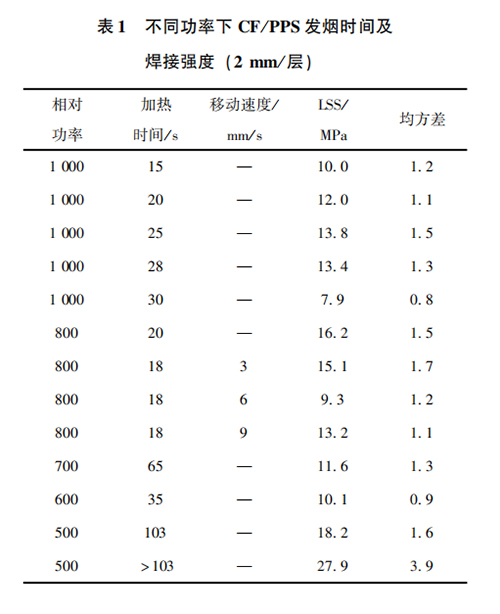
1、CF/PPS复合材料感应焊接的最长时间数据
实验结果表明,当相对功率为400~800范围内,中间层的升温速率最高。随着相对功率的升高,升温速率越快,发烟时间越早。当时间超过一定值时,总会在板材中间出现冒烟的情况。冒烟情况的出现不外乎树脂的降解或内部残留小分子的挥发,这些均会影响焊接效果和两块板材的粘结性能,因此需要避免这种情况的出现。
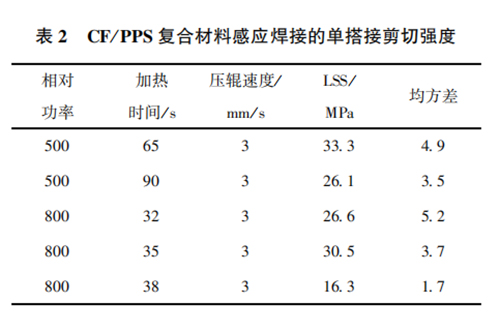
2、焊接功率及时间对剪切强度(LSS)的影响
对两块CF/PPS复合材料进行感应焊接,焊接方式为定点焊,加热后使用辊压进行加压,测试所得的单搭接剪切强度结果。结果表明,在感应焊接过程中,因为焊接时间较短,树脂外流现象不严重,使其焊接面保有一定量的树脂。在相对功率为500时,加热时间在65s时剪切强度(LSS)值最大,表明加热时间不宜过短也不宜过长。
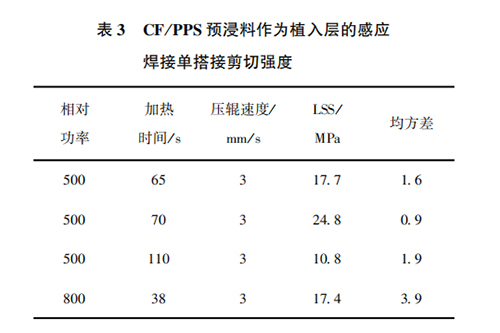
3、植入层对剪切强度(LSS)的影响
使用两块CF/PPS复合材料,外加与复合材料同等形式(同样原材料、织物形式、纤维体积含量等)的CF/PPS预浸料作为植入层定点焊接。结果表明,加入植入层后总体上剪切强度(LSS)下降了,有可能是因为植入层限制了热的产生与传导,但是最高也能达到24.8MPa。
热塑性碳纤维零部件的感应焊接技术想要达到成熟的阶段还需要大量的研究和总结,同样国内的热塑性碳纤维产业的进步亦是如此。目前国内能够独立完成热塑性碳纤维复合材料制备的企业或机构并不多,可能尚未超过10家,还需要更多的机构、高校和企业参与进来。智上新材料作为其中一家,我们认为想要国内碳纤维产业提升至国际先进水平,不仅要在碳纤维原丝阶段下功夫,同样还要再复合材料制备阶段做出更多努力,另外对应下游的技术储备同样重要,这样才能让热塑性碳纤维复合材料在不同行业发光发热。